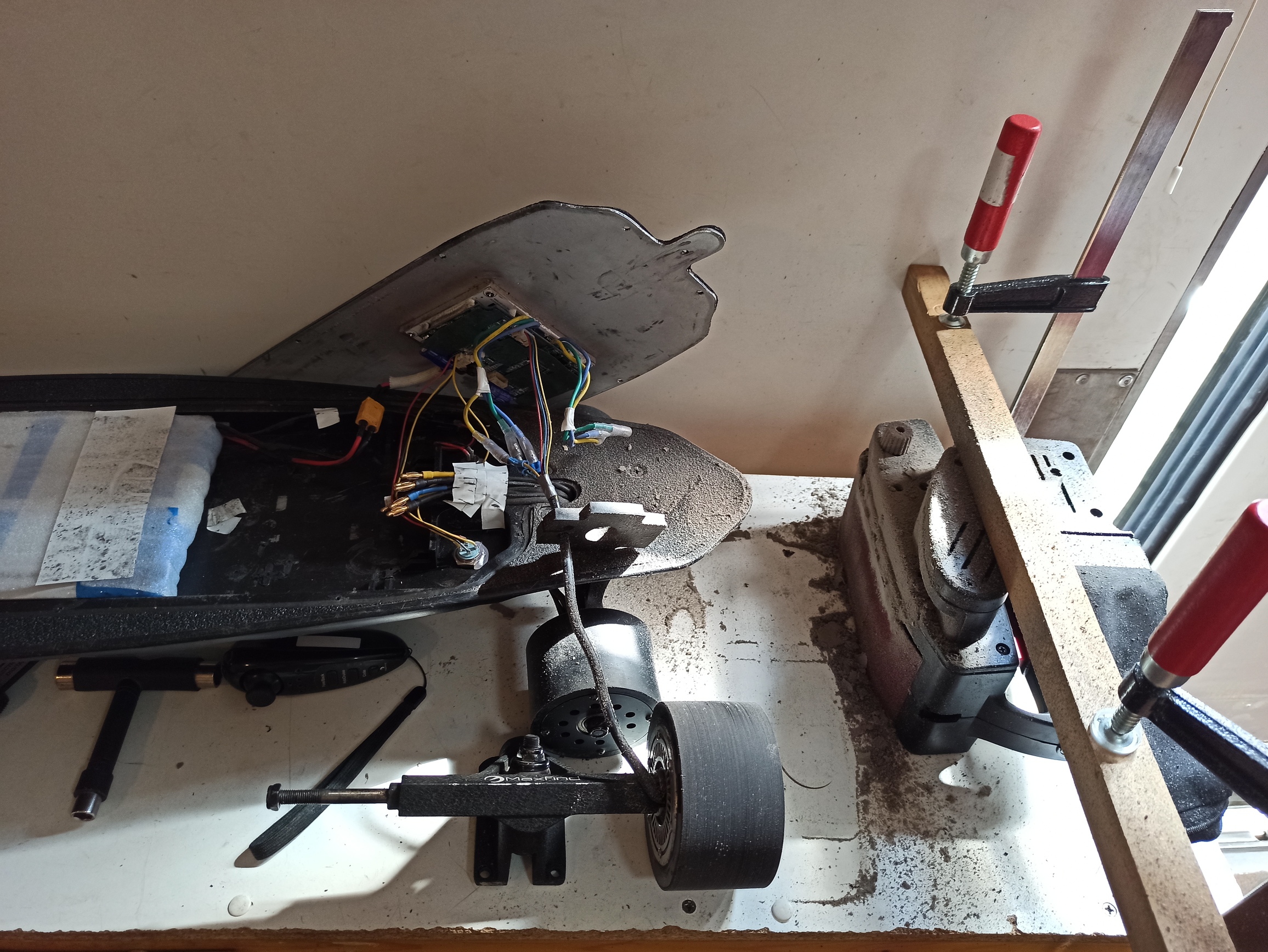
Bon j’ai commencé il y à une semaine par m’occuper des moteurs hub, car ils sont loin d’être parfait, changement,t de la visserie car celle d’origine est de mauvaise qualité et un peu courte en tête cruciforme, donc j’ai mit des vis inox tête hexagonale 6 pan creux et un peu plus longue, le stator du moteur hub étant en alu, j’ai taraudé les trou un peu plus loin a l’aide des vis en y allant gentiment (aller retour, utiliser plusieurs vis…) ça marche. le roulement externe à trop de jeu dans sont logement, j’y met un peu de colle pour carter quand je remonte le moteur, et la nettoie quand je démonte, ça à l’air assez éfficace.
Le plus gros problème de ces hub moteur dans le temps c’est l’uréthane non démontable, problème au quel j’avais commencé à m’occuper puis arrêter, alors je reprend. J’avais fait un moulage assez nul car c’est mon premier et enlevé l’uréthane des moteur comme on peu le voire sur la photo précédente, ce qui ma prit 3 jour par moteur, vue que l’uréthane était moulé sur le moteur hub, c’est juste une horreur.
Atelier moulage , 1er chapitre:
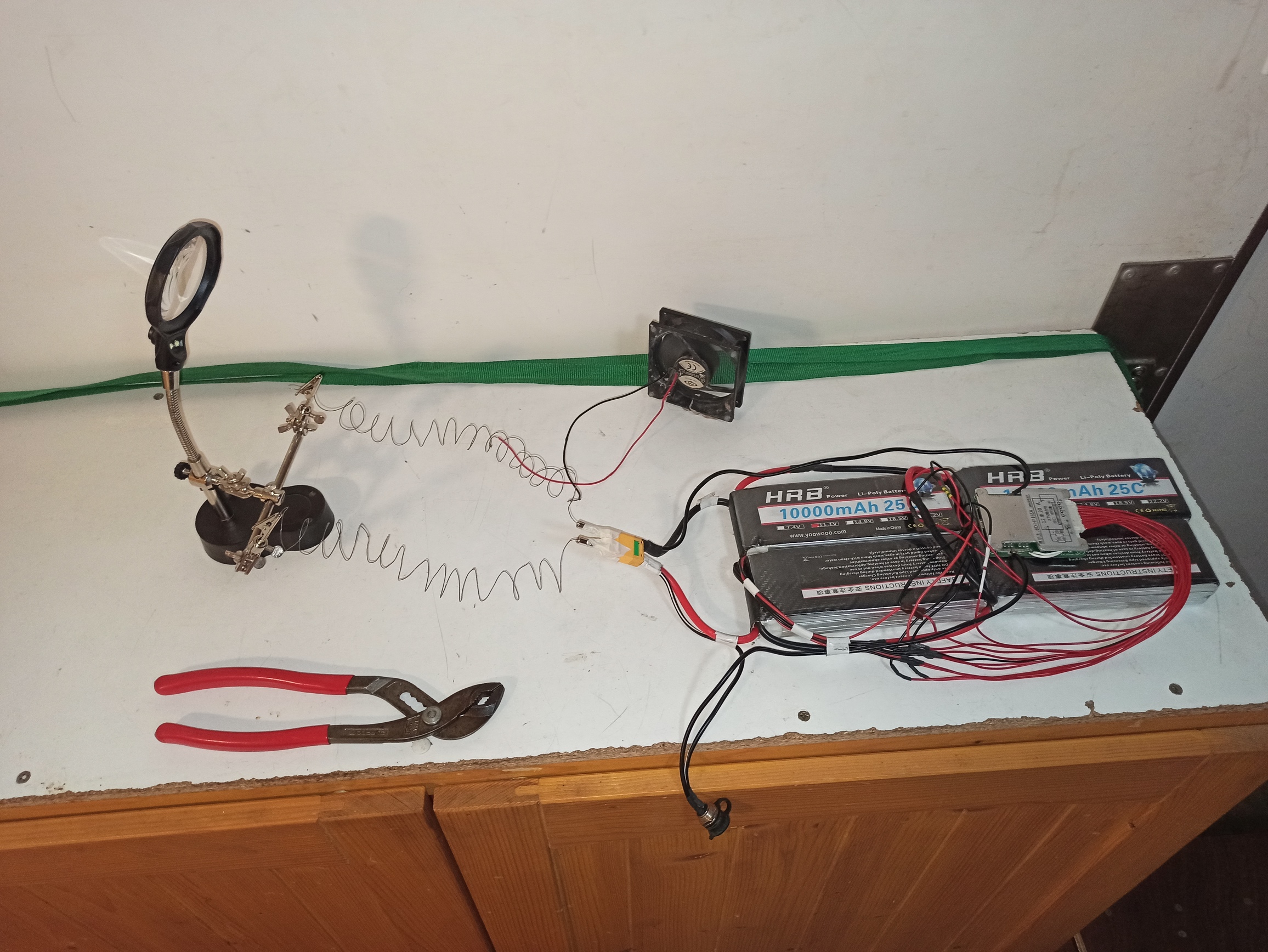
Donc , les bidons de gauche à droite, durcisseur, uréthane, lubrifiant pour moulage.
Complétement à droite le moule avec le moteur hub préalablement étanchéifier et bien aspergé de lubrifiant de démoulage, au milieu une cage faite avec du câble d’acier, pour évité que l’uréthane ne s’allonge, elle prend place dans le moule donc.
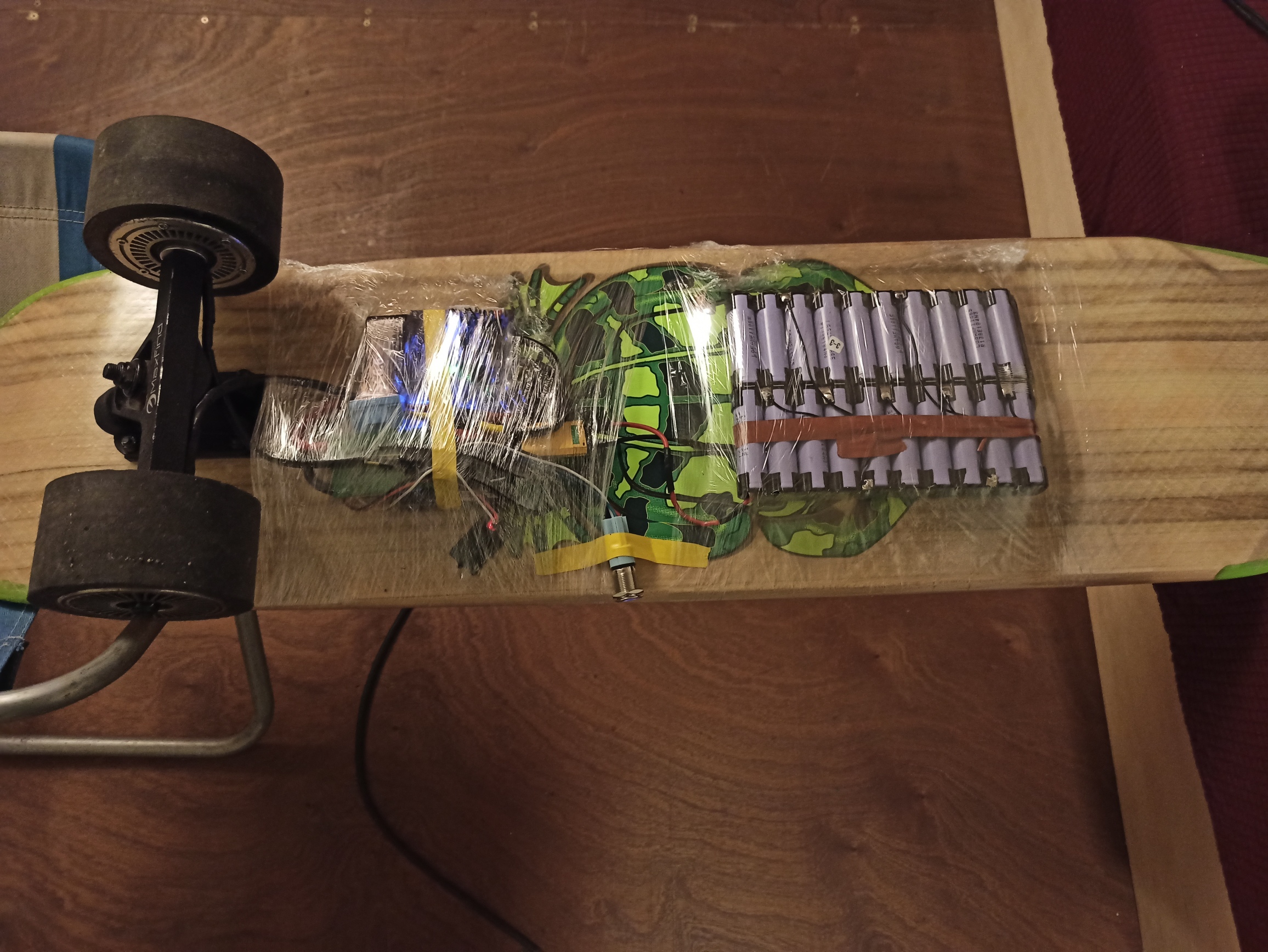
ça parait pas mal comme ça mais il y a d’énorme défaut alors il faut rectifier ça !! à noter que j’ai augmenter le diamètre des gomme quand j’ai fait le moule, je suis passé de 90mm à 100mm.
la ponceuse ne tournais pas, seule le moteur hub, et j’ai un très bon résultat à priori, ça tourne parfaitement rond à pleine vitesse sens vibration et mon pied à coulisse me dit que j’ai bien bossé, je m’en tire avec un diamètre de 102mm car javais prévue large.
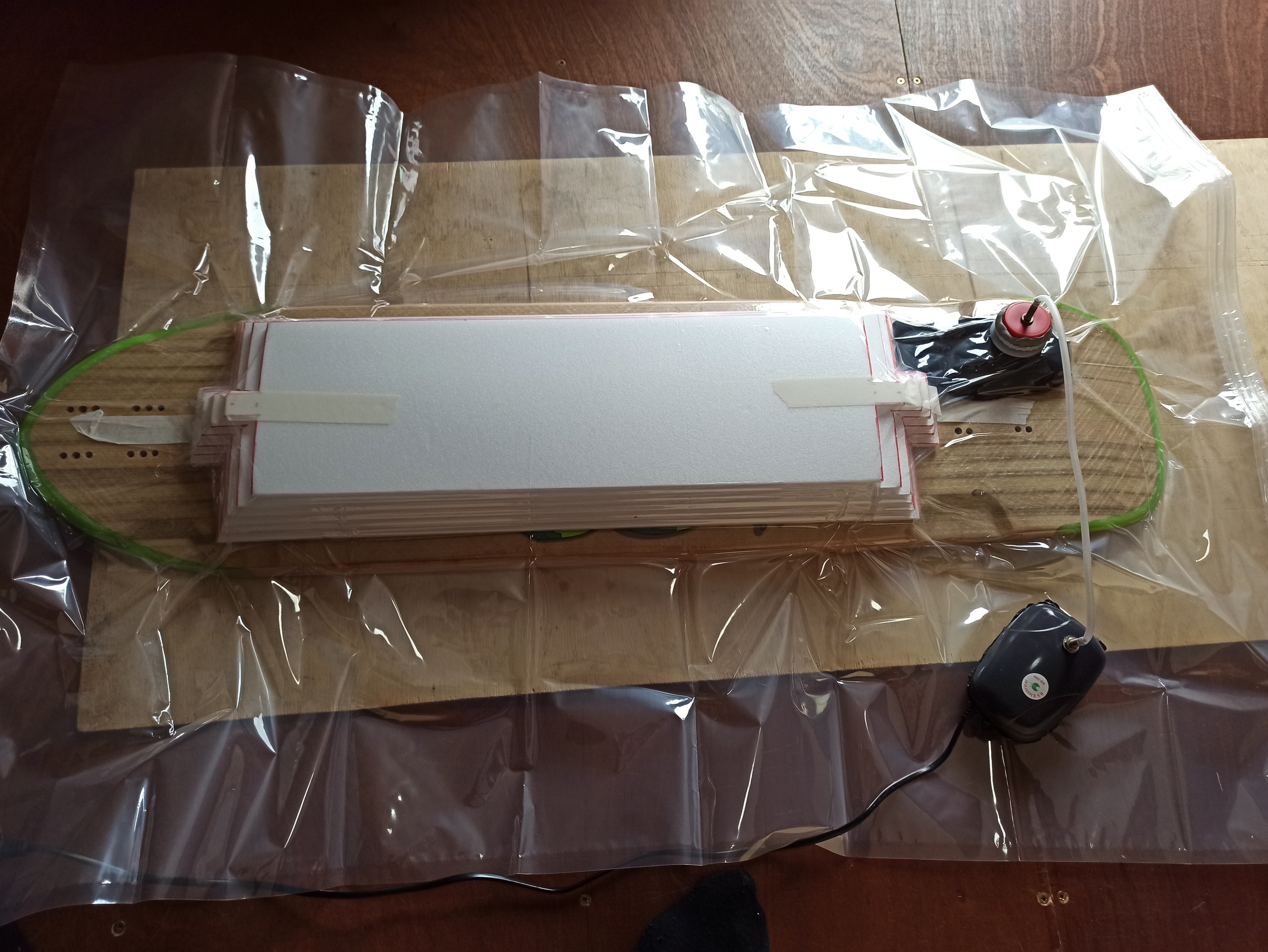
Donc on refait un moule digne de ce nom, en 2 partie avec fenêtre de remplissage et trou d’aération, et on coule…
la suite au prochaine épisode, mais pour le moulage uréthane, j’ai l’air ok, on verras sur le terrain ce que ça donne …
Quelque info complémentaire sur le moulage:
j’ai utilisé une dureté 40 pour le silicone, il doit être compatible avec le moulage d’uréthane et une dureté 80 pour l’uréthane, pour le silicone ça ma l’air très bien, pour l’uréthane c’est dure à trouver, on fait avec ce qu’on trouve, mais ça devrait aller. Le silicone vient de chez « polyestershoppen.fr », on peu en trouvé sur d’autre site, c’est pas un problème, pour l’uréthane il vient de chez « sf-composites.com » , si vous connaissez d’autres fournisseur pour la résine d’uréthane, je suis preneur. .je vient d’en trouver à moin cher chez « boutique.resines-et-moulages.com »
Sur le premier moule j’ai fait un coffrage en bois, pour limité le volume de siliconne j’ai mit l’argile dans les coins, c’est une erreur, l’argile contient de l’eau, ça fait des bulle en plus dans le silicone, de plus je n’ai pas remit le coffrage en bois lors du coulage de l’uréthane, du coup le moule c’est déformé sous le poids de l’uréthane et je me suis retrouvé avec un coté de la roue plus grand que l’autre, ce que j’ai du rectifier. donc le coffrage il faut le remettre pour coulé l’uréthane.
Sur le second moule je me suis servi d’un tube pvc pour le coffrage, c’est une bonne idée apparemment, sauf que j’aurai du le coupé dans la longueur avant de couler le silicone, du coup il faut mettre 2 collier pour le refermé et de la pate étanche que on ce sert en moulage style pâte à croche, je sais plus le nom… bon vue que je l’ai pas coupé avant je galère à sortir le moule en silicone du coffrage, même en l’ayant bien lubrifier avant(huile de silicone).
Comment j’ai fait mon moule:
Donc d’abord du démoulant dans le coffrage, puis couler une semelle de silicone environ 1.5cm dans mon cas, laissez sécher, puis mettre la pièce préalablement enduit de démoulant dans le moule, remplir de silicone à la moitier de la pièce, grosso merdo, laisser sécher, tous démonté, usiné 3 trous dans la partie jonction du moule proprement (ça je sait pas encore faire proprement), ce sera les plots d’alignement du moule, on nettoie bien, on remonte tous, on passe 2 couche démoulant, et on coule le reste de silicone, une fois sec, on démoule, on fait une belle fenêtre de remplissage et des trou d’aération pour que l’air puisse sortir. A noter que on n’est pas obligé de fermer le moule, mais dans ce cas il faut faire ces coulées de niveau etc…
Alors je suis pas un expert du moulage, je partage juste mon expérience pour ce cas spécifique si ça vous intéresse il y à plein de tutoriel sur le net, mon conseille, regarder en pas mal avant de vous lancer.